設計者のためのVA/VEを実現する技術情報サイト
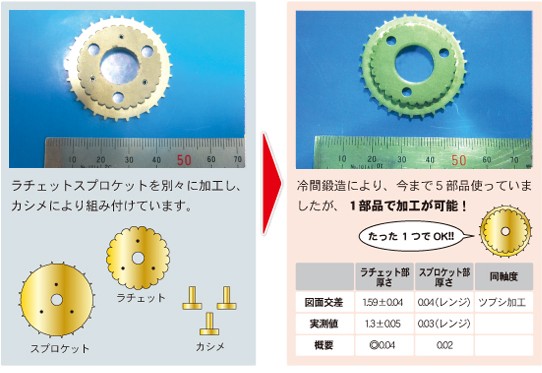
冷間鍛造活用によるコストダウン事例
実装機部品
 |
被加工材 材質:SPHC 板厚:2.89±0.06
|
![]()
①ラチェットとスプロケットの2つに分けられていた製品の一体化による加工工数の低減 (10%低減)
②仕上げ工程の削減(30%削減)
③表面処理の低減(30%低減)
④カシメ工程の廃止
⑤一体化による同軸の精度向上
⑥管理費の低減
設計者のためのVA/VEを実現する技術情報サイト
実装機部品
|
被加工材 材質:SPHC 板厚:2.89±0.06
|
![]()
①ラチェットとスプロケットの2つに分けられていた製品の一体化による加工工数の低減 (10%低減)
②仕上げ工程の削減(30%削減)
③表面処理の低減(30%低減)
④カシメ工程の廃止
⑤一体化による同軸の精度向上
⑥管理費の低減